|
1. Подготовка: при помощи ножниц из листа металла толщиной 0,4 мм отрезается полоса шириной 9,85 мм. |
 |
|
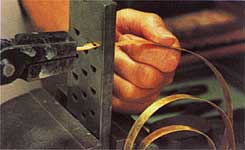
2. Полоса металла волочится через доску с полукруглыми отверстиями. Доска закрепляется в тисках, полоса металла удерживается плоскогубцами. |
 |
|
3. Волочение трубки диаметром 3,5 мм через калибровочные круглые отверстия. Волочение производится на волочильном верстаке при помощи плоскогубцев. Внутри трубки находится цилиндрический медный сердечник диаметром 2,75 мм, который после изготовления цепи травится в азотной кислоте. |
 |
|
4. Полученная трубка после промежуточного отжига волочится через отверстие диаметром 3,4 мм и наматывается на овальную медную оправку диаметром 7,8 мм. Между волочильной доской и формирующей оправкой помещается кусок кожи, предотвращающий появление царапин на трубке. Один человек вращает оправку закрепленную в патроне, а второй направляет трубку так, чтобы щель трубки находилась всегда точно в ее середине |
 |
|
5. Пилкой от намотанной в спираль трубки отрезаются колечки. Разрез делается на узкой части эллипса спирали. |
 |
|
5. Пилкой от намотанной в спираль трубки отрезаются колечки. Разрез делается на узкой части эллипса спирали. |
|
|
6. Цепь составляется соединением нового звена с уже готовым куском, звено закрывается и паяется; затем, как показано на фотографии, звено, захваченное кусачками обернутыми кожей, поворачивается или сгибается. Предыдущее звено удерживается неподвижно захватом или плоскогубцами. |
 |
|
7. Готовая Панцирная цепь выпрямляется до идеально ровного состояния. Концы цепи удерживаются с одной стороны оператором, с другой тисками. |
 |